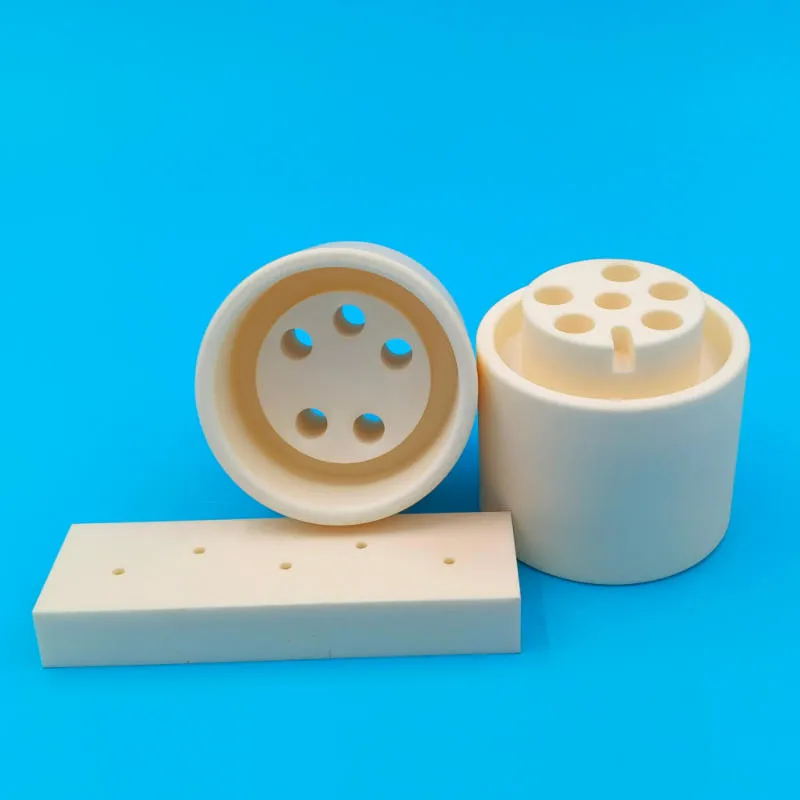
Alumina ceramic valve seats are a critical sealing component within valves, typically mating with the valve disc, ball, or gate to form a seal that shuts off or regulates fluid flow. They are manufactured from high-purity alumina (Al₂O₃, typically
95% or
99% purity) ceramic material through isostatic pressing and high-temperature sintering.
The core function of these seats is to leverage the extreme properties of alumina ceramic to address the wear, corrosion, and high-temperature challenges that traditional metal or plastic valve seats struggle with.









 +86 181 0845 7259
+86 181 0845 7259 marketing@guociceramic.com
marketing@guociceramic.com English
English Español
Español Deutsch
Deutsch اللغة العربية
اللغة العربية Русский язык
Русский язык