Alumina Ceramic Valve Connectors and 99% Alumina Ceramic Valve Sleeves
Product Description
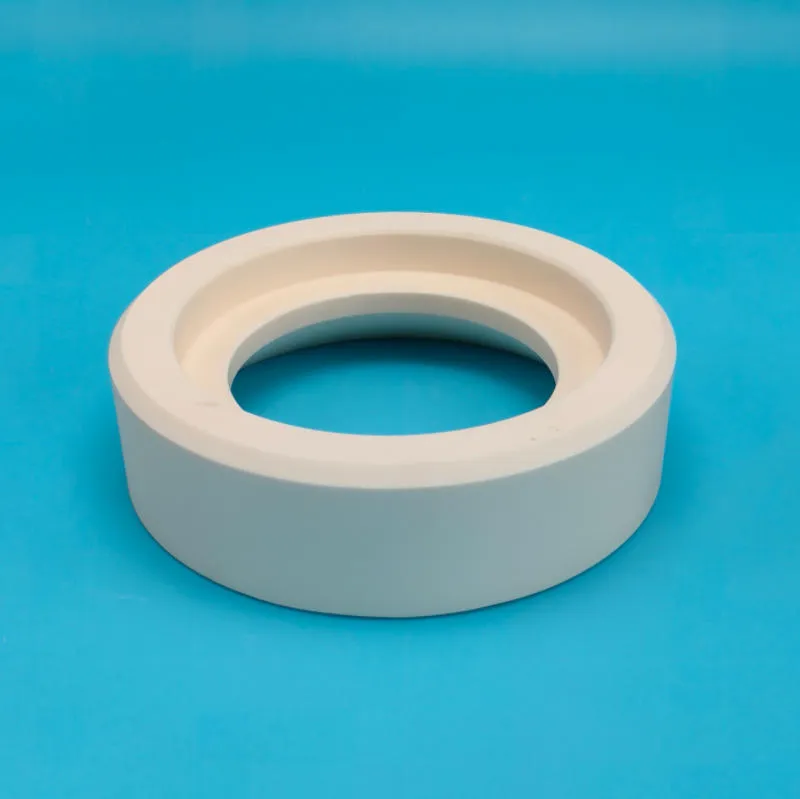
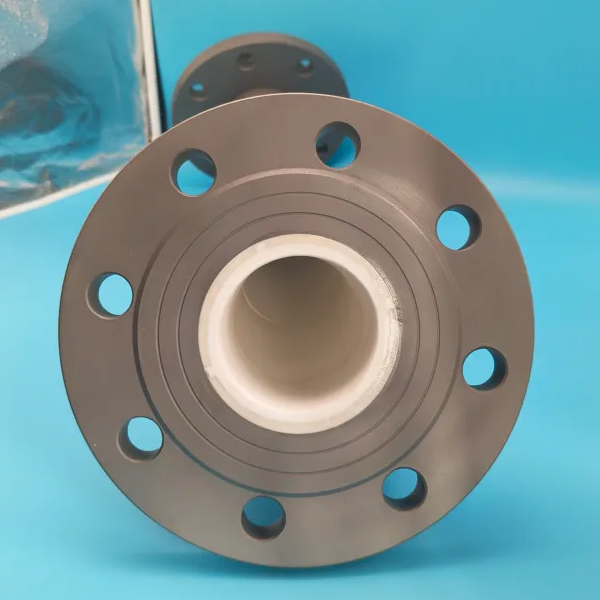
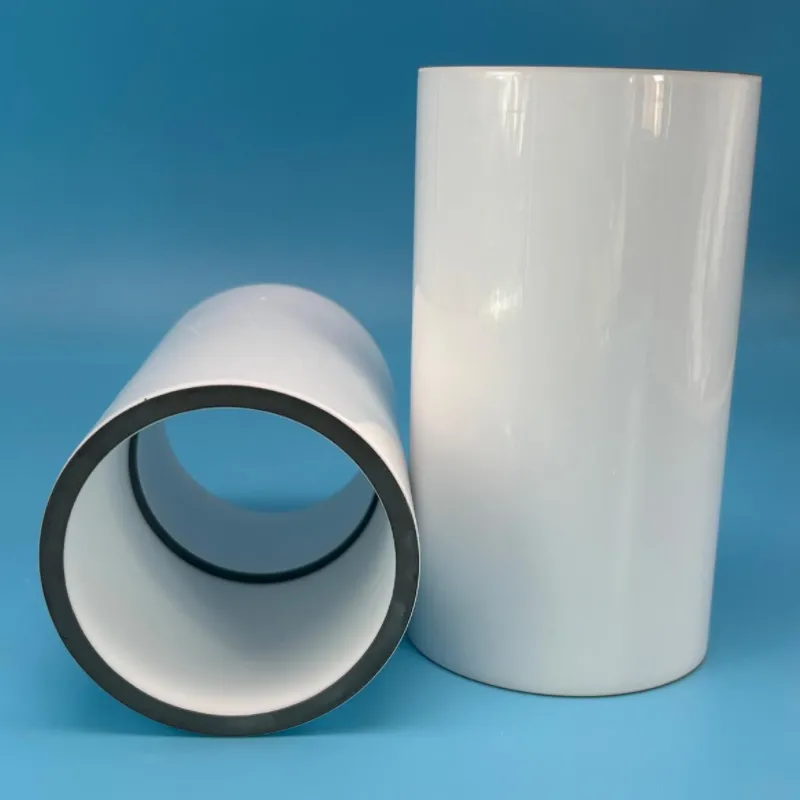
Alumina ceramic pipe connectors are made primarily from high-purity alumina (Al₂O₃) through a precision ceramic process involving molding and high-temperature sintering.
Common grades vary depending on the alumina content:
-
95% alumina ceramic: The most commonly used grade, offering the best balance between mechanical strength, wear resistance, and cost, making it the most widely used.
-
99% alumina ceramic: The highest purity, offering excellent wear resistance, corrosion resistance, and high-frequency insulation, but also comes at a higher cost and greater brittleness.
Performance and Advantages
The core value of alumina ceramic pipe connectors lies in their superior material properties:
1. Extremely high wear resistance:
This is their most prominent advantage. Their Rockwell hardness (HRA) can reach 80-90, second only to diamond and far exceeding that of wear-resistant steel and stainless steel. When conveying highly abrasive media such as powders, particles, and slurries, their service life is dozens or even hundreds of times longer than that of metal pipes.
2. Excellent Corrosion Resistance:
It has excellent resistance to most acids, alkalis, salts, and organic solvents (except hydrofluoric acid and hot concentrated alkali). It is suitable for use in corrosive environments such as the chemical and metallurgical industries.
3. Excellent High-Temperature Resistance:
It can operate for extended periods at temperatures exceeding 1600°C without oxidation, melting, or softening. It is ideal for conveying materials such as high-temperature gases and molten metals.
4. High Mechanical Strength:
It has extremely high compressive strength, but relatively low tensile and flexural strengths, and exhibits the inherent brittleness of ceramics.
5. Excellent Insulation:
It is an excellent electrical insulating material and is non-conductive, making it suitable for applications requiring insulation.
Application Areas
Precisely due to these properties, alumina ceramic pipes connectors are indispensable in the following industries:
1. Power Industry - Fly Ash Transportation:
-
Pipeline systems for pulverized coal, ash, and desulfurization slurry in thermal power plants. This is one of the largest application markets, significantly addressing the challenges of rapid pipe wear and frequent replacement.
2. Mining and Metallurgical Industries:
-
Pneumatic or hydraulic conveying pipelines for mineral powder, tailings, cement raw materials/clinker, steel grit, iron powder, etc.
-
High-temperature flue gas conveying (such as dust removal systems).
3. Chemical Industry:
-
Conveying various corrosive and abrasive chemical raw materials, catalysts, and particles.
4. Machinery Manufacturing:
-
Sand conveying pipelines in sandblasting and shot blasting equipment, offering excellent wear resistance.
5. Other Industries:








 +86 181 0845 7259
+86 181 0845 7259 marketing@guociceramic.com
marketing@guociceramic.com English
English Español
Español Deutsch
Deutsch اللغة العربية
اللغة العربية Русский язык
Русский язык