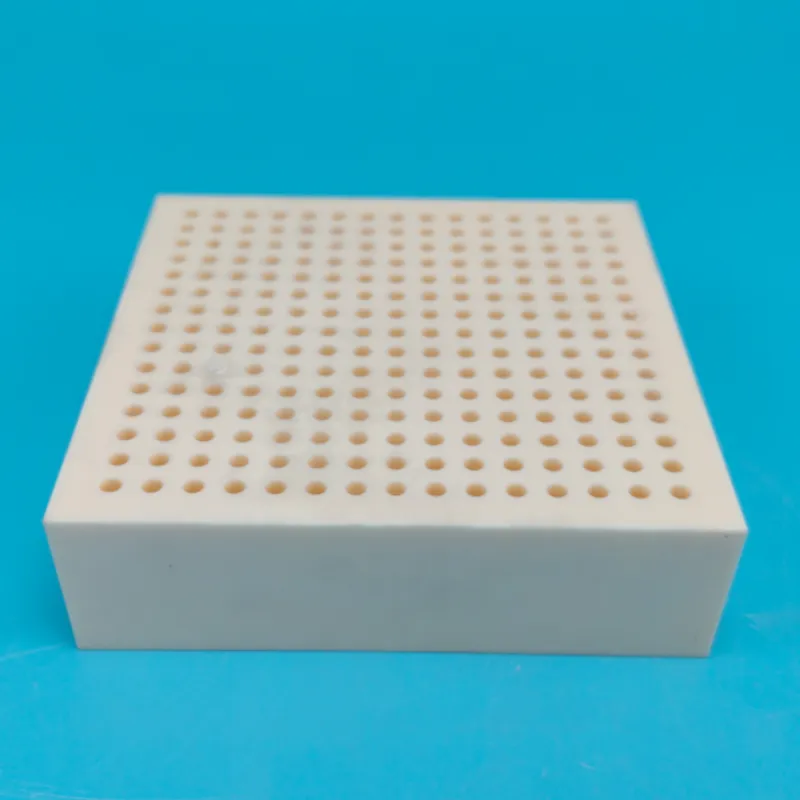
Alumina ceramics (especially high-purity Al₂O₃, such as
95% and
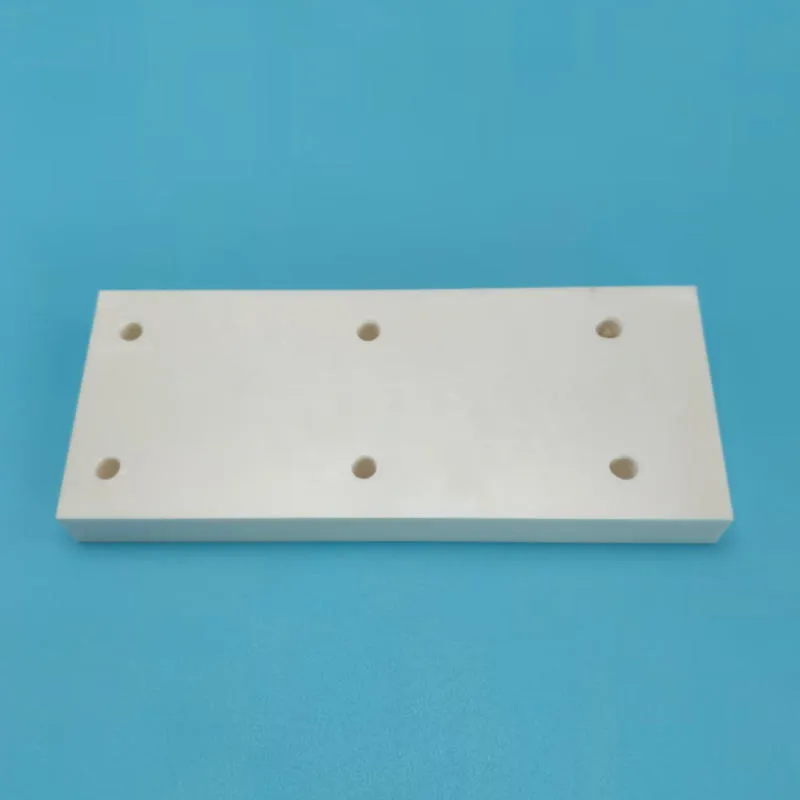
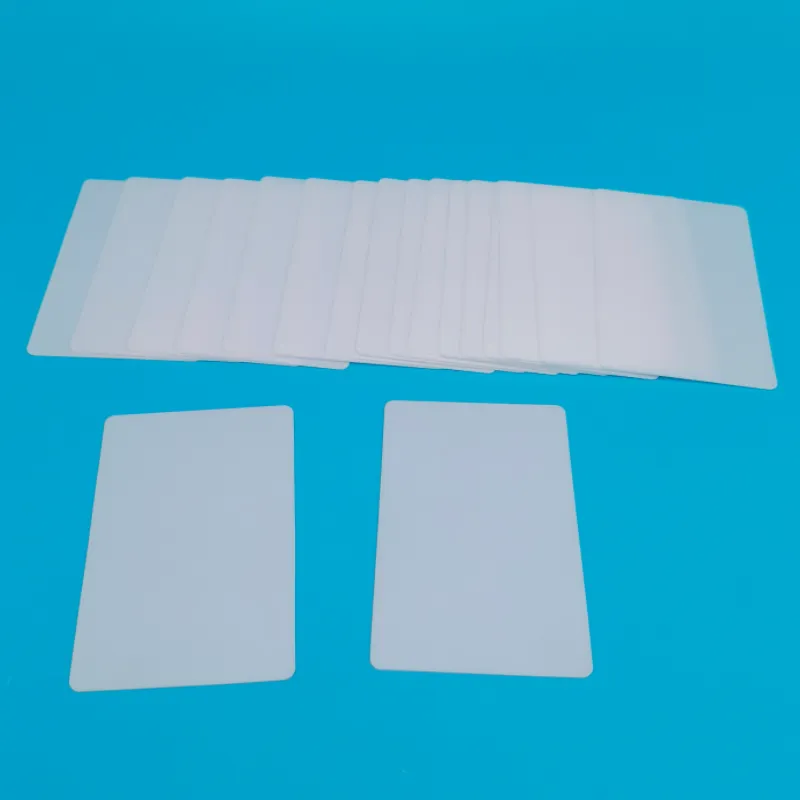
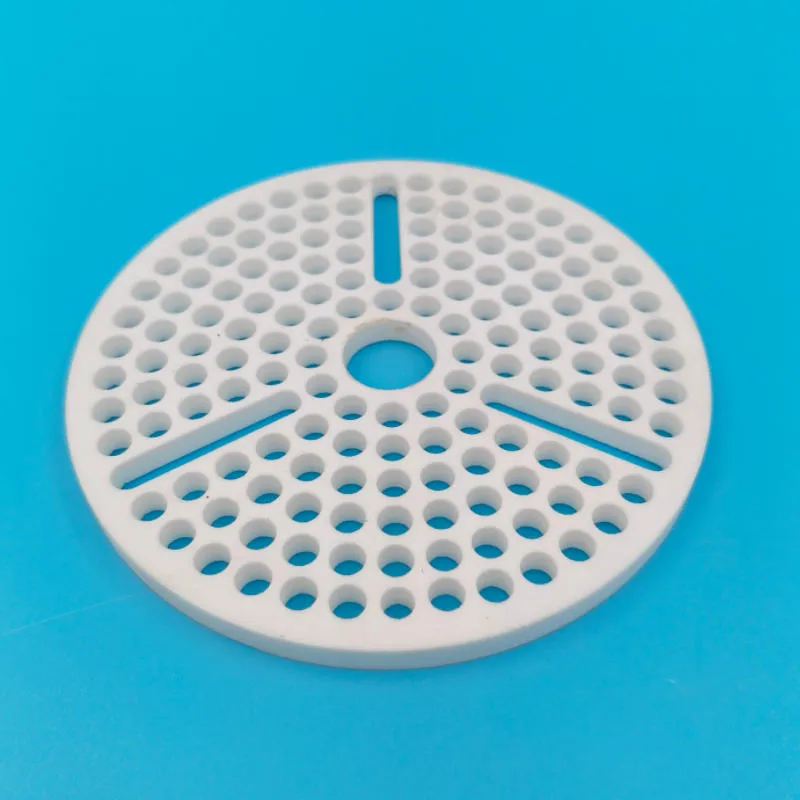
99% alumina) have become an indispensable key material in high-end optical sensors due to their unique range of physical, chemical, and electrical properties. It is typically not used as the photosensitive element itself, but rather as the sensor substrate/base, encapsulation housing, or internal structural component.
Alumina ceramic plates play the role of "skeleton" and "skin" in optical sensors—providing robust support, a stable environment, efficient heat dissipation, and reliable protection for the internal precision optical "organs."
Their balanced overall performance (thermal, electrical, mechanical, and chemical) makes them one of the preferred materials for mid-to-high-end, high-reliability optical sensors, especially in demanding applications such as automotive, industrial, communications, and military.






 +86 181 0845 7259
+86 181 0845 7259 marketing@guociceramic.com
marketing@guociceramic.com English
English Español
Español Deutsch
Deutsch اللغة العربية
اللغة العربية Русский язык
Русский язык