Hunan Guoci New Material Technology Co., Ltd.




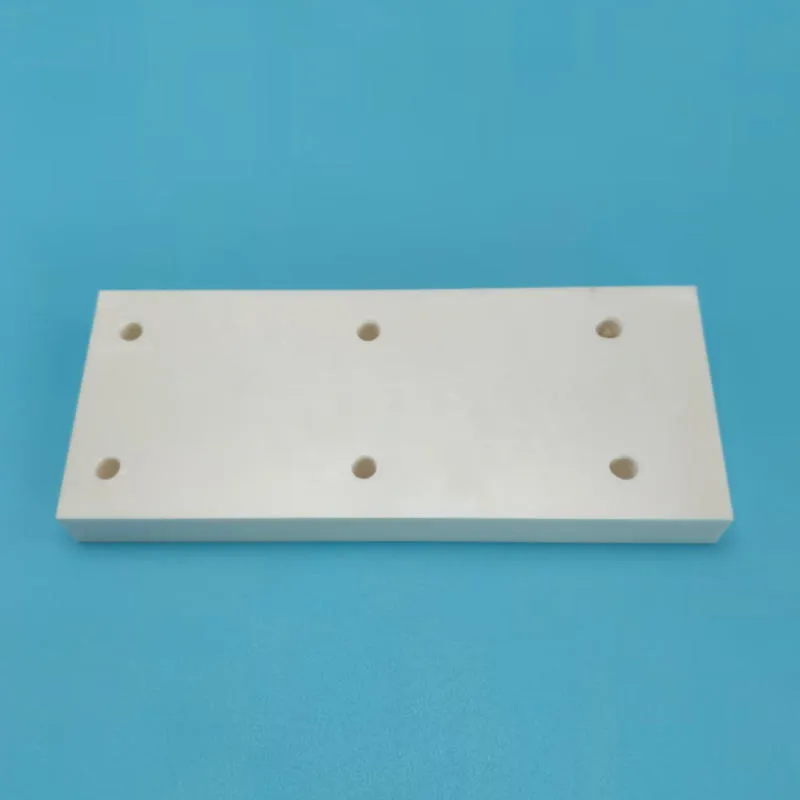
"95% pure alumina" is a key specification, signifying an optimal balance between performance and cost, making it the most cost-effective and widely used choice in industrial applications. Alumina ceramic valve discs are a critical, wear-resistant sealing component widely used in various valves, and their performance directly determines the lifespan and reliability of the valve.
95% alumina ceramic water valve discs are a revolutionary upgrade for industrial valves. Their ultra-high hardness and inherent corrosion resistance fundamentally address the core pain points of valve wear and leakage in harsh water conditions.
This is more than a simple replacement part; it's the ultimate solution for long life, high reliability, and low overall cost. When your valves frequently fail in particulate and corrosive water, upgrading their core seals to 95% alumina ceramic discs is undoubtedly the wisest and most economical choice.
4. High Rigidity & Dimensional Stability




 +86 181 0845 7259
+86 181 0845 7259 marketing@guociceramic.com
marketing@guociceramic.com English
English Español
Español Deutsch
Deutsch اللغة العربية
اللغة العربية Русский язык
Русский язык